

铜及铜合金的工艺性能(今日铜价)
1、压力加工性能
纯铜是面心立方晶体结构(fcc),常温下有12个滑移系,塑性变形能强,可以在冷、热状下进行各种压力加工成型,如弯折、挤压、轧制、拉技旋压、冲压及自由锻、模锻等,可加工成各种形状,如板、带、箔、管、体线、型及其他特殊形状的产品。
热轧后的纯铜坯料冷轧总加工率可达98%以上。纯铜热挤压棒坯可以经过85%加工率冷拉成小直径棒材。完全退火后的纯铜线坯拉成细线的加工率达98%。
大多数铜合金都是单相a固溶体,因而大多数铜合金具有极好的冷、热日力加工性能,如普通黄铜、普通白铜和大部分高铜合金。普通黄铜在两次退火电间的冷加工率可达65%~95%。铝青铜、普通白铜的变形抗力虽然较大,但在轧制带材时,连续轧制加工率可达到70%以上而不必进行中间退火。正因为如此,连续轧制、连续拉伸是铜加工生产***重要、***常用的方法之一。
具有第二相(如B相等)的高铅黄铜、高锡青铜、锌白铜等少数铜合金不宜热轧,但可以进行热挤压和各种冷加工。因此,几乎所有铜合金都可以采用连铸-冷轧或连铸-冷拔这样近终成型的短流程加工成材。
各种复杂铜合金受其合金特性影响,易产生成分和结晶组织偏析,给加工过程带来一定困难。但是,如果在铸造时采取低速、缓冷等工艺措施,减少铸造应力和偏析程度,并进行适当的均匀化热处理,这些合金仍然可以进行热、冷加工。
1.2 铸造性能
铜合金的铸造具有悠久的历史,自古以来,考古出土的各种青铜器种类繁多,大到铜鼎、铜钟等大型器物,小到铜槲、铜钱币等。目前,各种大型铜像铜雕塑等仍然采用铸造的方式进行生产。同时,所有的加工铜合金均首先进行了铸造,而后进行了加工,因此铜及铜合金具有优良的铸造性能。
1.3 可焊性
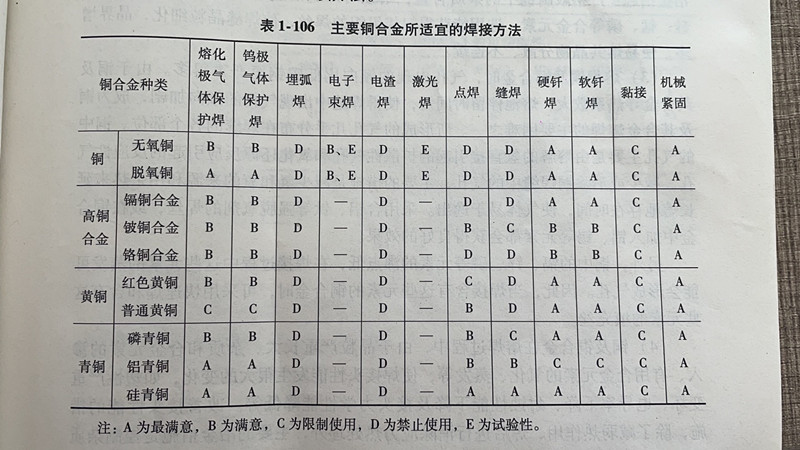
铜合金适合于软钎焊和硬钎焊,许多铜及铜合金还可以用各种气焊、保护电弧焊和电阻焊进行焊接。添加少量磷可以提高铜合金材料的焊接性能。表1-106列出了主要铜合金所适宜的焊接方法。
与其他金属相比,铜及铜合金在化学成分、物理性能方面有独特之处,焊接时有以下特点:
(1)热导率对铜及铜合金焊接性能的影响很大,焊接铜及铜合金时,焊接热量很快传人母材中,填充金属与熔池金属不易很好地熔合,易产生焊不透的那象,焊后变形比较严重,外观成型差。这是由于铜的高导热造成的,铜的热导率在20℃和1000℃时分别为393.6W/(m·K)和326.6W/(m·K),比普通碳大7-1倍,使母材与填充物难以熔合。即使采用热输人集中的电弧焊方法来焊接导热系数较低的铜合金,也需要预热或焊接过程中同步加热。母材厚度越大散热越严重,越难达到熔化温度。焊道层间温度应与预热温度相同。铜合金不像合金钢那样常进行焊后热处理,但可控制冷却速度以尽量减小残余应力和热脆性。焊接高导热的工业铜和低合金铜时,必须选用能保证***大热输人量的电流种类和保护气体,以补偿从焊接区迅速散失的热量。
(2)焊接,铜能其中的杂质生成熔点为270℃的(Cu+Bi)、熔点为326℃的(Cu+Pb)、熔点为1064℃的(Cuz0+Cu)、熔点为1067℃的(Cu+CuzS)等多种低熔点共晶物。它们在结晶过程中分布在枝晶间或晶界处,使铜及铜合金具有明显的热脆性。同时铜和铜合金的膨胀系数和收缩率较大,增加了焊接接头的应力,更增加了接头的热裂倾向。为避免接头裂纹的出现,焊接时可采取一些冶金措施:严格***铜中的杂质含量;增强对焊缝的脱氧能力,通过焊丝加入硅、锰、磷等合金元素;选用能获得双相组织的焊丝,使焊缝晶粒细化,晶界增多,使易熔共晶物分散、不连续。
(3)熔焊铜及铜合金时,气孔出现的倾向比低碳钢要严重得多。由于铜及其合金导热系数大,熔池停留时间短,使得焊缝中出现气孔的倾向加剧,成为铜及其合金熔焊的主要困难之一。所形成的气孔几乎分布在焊缝的各个部位。铜中的气孔主要是由溶解的氢直接引起的扩散性气孔和氧化还原反应引起的反应性气孔。减少或消除铜焊缝中的气孔,主要的措施是减少氢和氧的来源和用余热来延长熔池存在时间,使气体易于逸出。采用含铝、钛等强脱氧剂的焊丝,或在铜合金中加人铝、锡等元素都会获得良好的效果
另外,铜中的镉、锌、磷等元素的沸点低,在焊接过程中这些元素的蒸发可能会形成气孔。因此,当焊接含有这些元素的铜合金时,可采用快速焊和含有这些元素的填充丝。
(4) 铜及铜合金在熔焊过程中,由于晶粒严重长大、杂质和合金元素的渗人、有用合金元素的氧化、蒸发等,使焊接头性能发生很大的变化,如塑性严重变坏、电导率下降、耐蚀性能下降及接头力学性能降低等。改善接头性能的措施,除了减弱热作用、焊后进行消除应力热处理外,主要的冶金措施是控制杂质含量和通过合金化对焊缝进行变质处理。但有时这些措施是相互矛盾的。例如变质处理、细化焊缝组织可改善塑性,提高耐蚀性能,但会带来导电性能的下降,因此需要根据不同铜合金接头的要求来选用。
1.4 铜合金的切削性能
当铜合金加入铅等不溶于铜且易以游离质点状态分布在晶界上的元素,造成铜合金在切削时屑料在晶界处断裂,此时铜合金具有良好的切削性。由于游离的铅质点具有润滑和减磨的特性,因此,铅黄铜都具有***高的切削性能,切屑易碎,工件表面光洁,适宜于自动高速车床加工零件,同时可用作减磨零件。铜合金的切削性以HPb63-3(C36000)的切削性为100%,其他则是相对于 HPb63-3的切削性的比例。切削性***好的铅黄铜铅含量在3%左右。
总体说来,铜及铜合金的切削性能良好,紫铜类和大多数青铜、普通白铜约为20%,铝青铜、硅青铜等约为30%。而黄铜的切削性能则优于紫铜和一般青铜及白铜。含铅和锌的锡锌铅青铜如QSn4-4-4的切削性能可达HPb63-3的90%。

1.5 电镀性
铜具有良好的可镀性。铜合金可以被高熔点金属如Ni、Ag、Cr 等电镀,也可以被低熔点的金属如Sn、Zn等电镀。
- 上一篇:没有了
- 下一篇:铜合金的牌号及化学成分




 电话
电话 微信
微信
 留言
留言